
你真的了解公差与配合吗?
很多时候,我们会看到零件图或者装配图采用了公差代号的标注方式,比如下图所示:
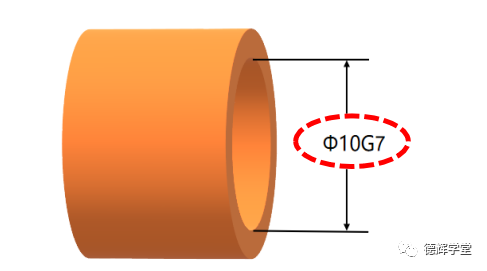
图1 零件图

图2 装配图
如图1和图2中的红圈处的公差代号,每个数字或字母分别表示什么意思?设计工程师如何正确采用公差和合理的配合?不采用公差代号可以吗?采用公差代号对工艺工程师和质量工程师有什么意义?
本期文章我们就来理一理这个话题。本文将分为3个章节来探讨这个内容。
1. 两种尺寸公差的表达方式
2. 常见的几种配合和应用工况
3. 采用公差代号的现实意义
对于机械专业的小伙伴来说,本章的内容纯属基础知识,希望能够通过本篇文章来夯实你的公差基础。对于非机械专业出身,但在从事与图纸相关工作的小伙伴来说,或许这正是你入门的一个机会哦。
1. 两种尺寸公差的表达方式
我们在图纸上看到的尺寸公差,主要分为数值公差和公差代号两种,而且绝大多数是数值公差。
1)数值公差
当设计工程师在设计一根轴的时候,他希望这跟轴的直径是Ø28,但是他又知道生产车间或者供应商做出来的轴一定不会刚刚好是Ø28(有误差存在),多多少少都有偏差,所以为了验收,他必须给出了一个范围,比如轴的最小直径不能小于Ø27.9(下极限尺寸),最大的直径不能大于Ø28.1(上极限尺寸),这个范围的大小就是0.2(28.1-27.9=0.2),这个0.2就是公差(Tolerance)。
测出来轴的实际直径只要在Ø27.9和Ø28.1之间,该尺寸就是合格的。否则,就是不合格。
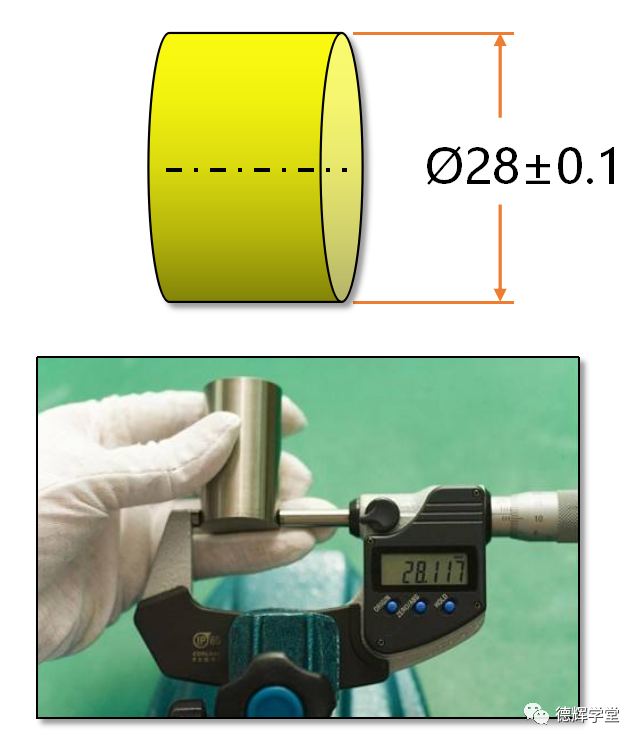
图3 图纸标注与实际零件
显然,公差0.2表达的是范围的大小,它是一个永远为正的绝对值。
图3中的Ø28俗称公称尺寸(也叫名义尺寸,Nominal Size),其中,+0.1表示上极限偏差(Upper Limit Deviation),它就是上极限尺寸28.1减去公称尺寸28的结果;同样地,-0.1表示下极限偏差(Lower Limit Deviation),它就是下极限尺寸27.9减去公称尺寸28的结果,具体见图4。
写个公式吧(尽管有点讨厌):
上极限偏差 = 上极限尺寸 - 公称尺寸
下极限偏差 = 下极限尺寸 - 公称尺寸
明显地,上极限偏差和下极限偏差有明确的正负号,除了0以外都必须标注正负号。如下图所示:

图4 尺寸公差
稍微要注意的是,上极限偏差决定了上极限尺寸,所以放在上边,下极限偏差决定了下极限尺寸,所以放在下边(这不是废话么?)。为公式控的小伙伴们再写个公式:
上极限尺寸 = 公称尺寸 + 上极限偏差
下极限尺寸 = 公称尺寸 + 下极限偏差
还有,上极限偏差可以为负值,下极限偏差也可以为正值,但是上极限偏差一定要比下极限偏差大(在考虑正负值的基础上比较)。如下图:
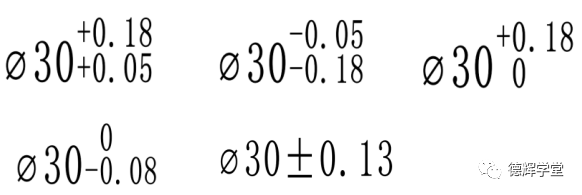
图5 尺寸公差的几种表达方式
2) 公差代号
表达尺寸公差还有一种表达方法,那就是采用公差代号。
比如Ø20H7, Ø15g6, 这些代号又是什么意思呢?如下图:

图6 用公差代号表达尺寸公差
图6中Ø10G7,表达的也是尺寸公差,Ø10指的是公称尺寸,字母G表达的是基本偏差,表达公差带到公称尺寸的偏移距离(最近距离),7指的是标准公差等级是IT 7,反映的是公差大小。见下图所示:
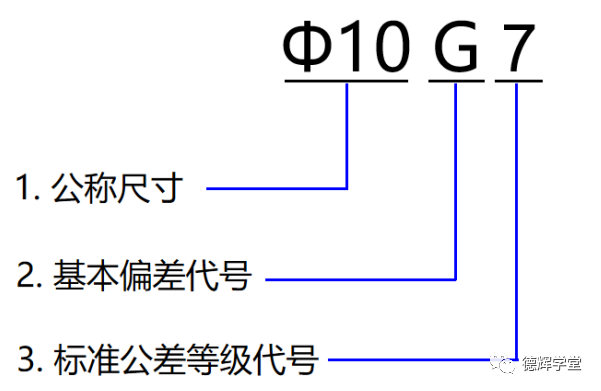
图7 公差代号的3大要素
图7显示的是尺寸公差基本的3大要素,即公称尺寸,基本偏差,公差大小(即公差等级)。
图7中的公差值究竟是多大呢?还有3大要素表达的是什么意思呢?
一般很少有工程师能记住这些代号代表的公差值(我也见过个别很牛的老法师,能记住不少公差值),实际上它是需要查表的(可以参考GB/T 1800.1),查表的知识点我们后边讲解。反正经过一番查表,我们可以得出:

也就是说,Ø10G7表达的就是一个尺寸公差罢了。
我们再用图形来表达公差代号的3大要素,见下图:
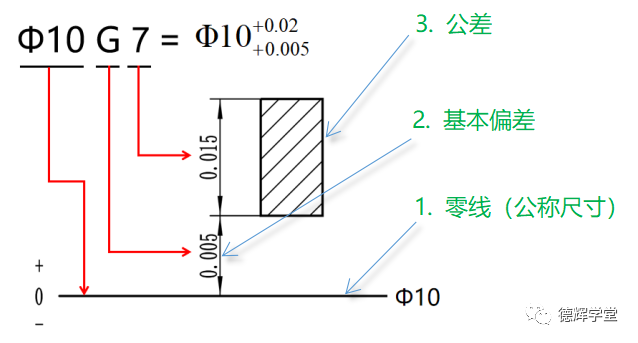
图8 用图形表达公差代号3大要素
稍微延伸一下,这3大要素是表达尺寸公差的基本量。这3个基本量(3大要素)我们在很多地方都会用到,比如我们在讲非对称轮廓度,讲检具的基本策略和1/10原则,都是在确定这个底层的3个基本量。
我们先来看看基本偏差字母的含义,从图9中可以看出,每个字母表达了公差带到公称尺寸即零线的距离(最近距离)。对于孔来说,一定采用大写字母,用大写字母A,B...ZC来表达偏差,为了怕混淆,字母I,L,O,Q,W没有被采用(可能是因为长相难看)。
其中,代号A的公差带距离公称尺寸(零线)距离最远,即基本偏差最大,它在零线的上方。代号越往后边公差带越往下掉,到H的时候,公差带的下端刚好靠近零线,再往后,公差带继续往下掉,到ZC掉到最底端。见图9.
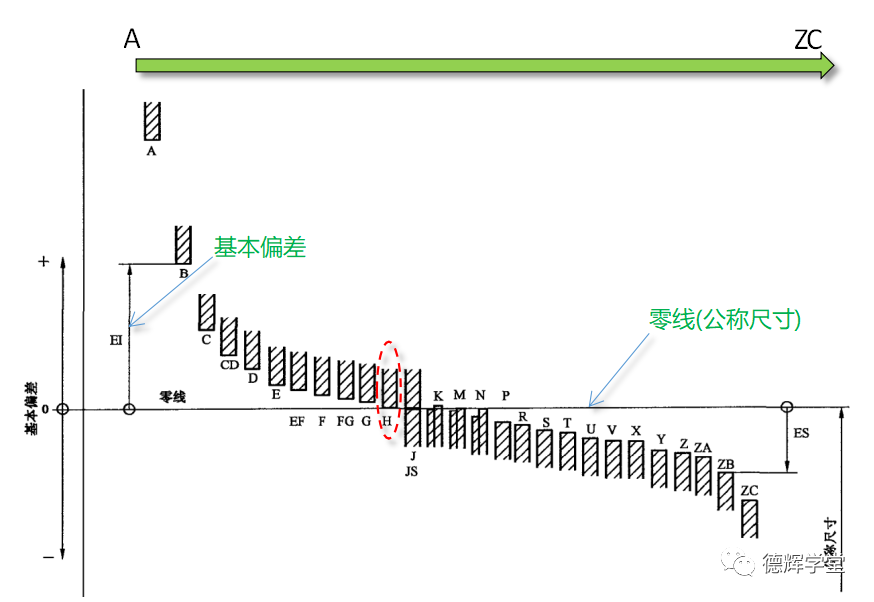
图9 孔的基本偏差
孔的基本偏差代号特点见图9,我们比较一下Ø30A10, Ø30H10, Ø30ZC10:
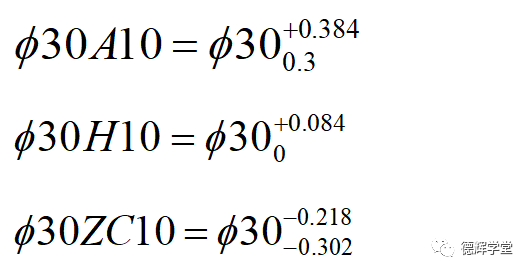
从上面的3个尺寸公差可以看出,对于Ø30的公称尺寸来说:
A=0.3 H=0 ZC=-0.218
图9中,有一个特殊的偏差代号(见红圈处),希望大家把它记住,那就是H,它的下极限偏差刚好对齐零线,永远是0,上极限偏差是正的某个数,这个数是多少,取决于公称尺寸和公差等级(后边会讲)。
比如:

注意到没?偏差为H的孔,下极限偏差都是0.
而且,如果孔的基本偏差采用H, 它还可以表达一个重要的配合信息,那就是设计工程师采用基孔制配合,我们在第二章会提到。
我们再来看看轴的基本偏差,它是小写的字母,用a,b....zc来表示,其中i,l,o,q,w五个字母因为长相难看,不被采用。
再次强调,孔用大写字母,轴用小写字母来表达偏差。
有小伙伴会问,两孔的中心距,台阶的高度,非孔也非轴,用大写还是小写?
这里涉及到采用公差代号的一个前提,那就是只有尺寸要素(FOS)的尺寸,才可以采用公差代号。
两孔中心距或台阶高度,非尺寸要素,不能采用公差代号(最好连尺寸公差都不要采用,用几何公差控制)。
事实上,非尺寸要素的尺寸采用公差代号也没有意义,公差代号最终是为“配合”服务,而非尺寸要素是不能用来配合的。
回到主题,和孔一样,代号为a的公差带距离公称尺寸(零线)最远,而且它是在零线的下方。代号越往后边,公差带越往上升,到代号h的时候,公差带上端和零线对齐,距离是0,再往后走继续上升,一直到zc。
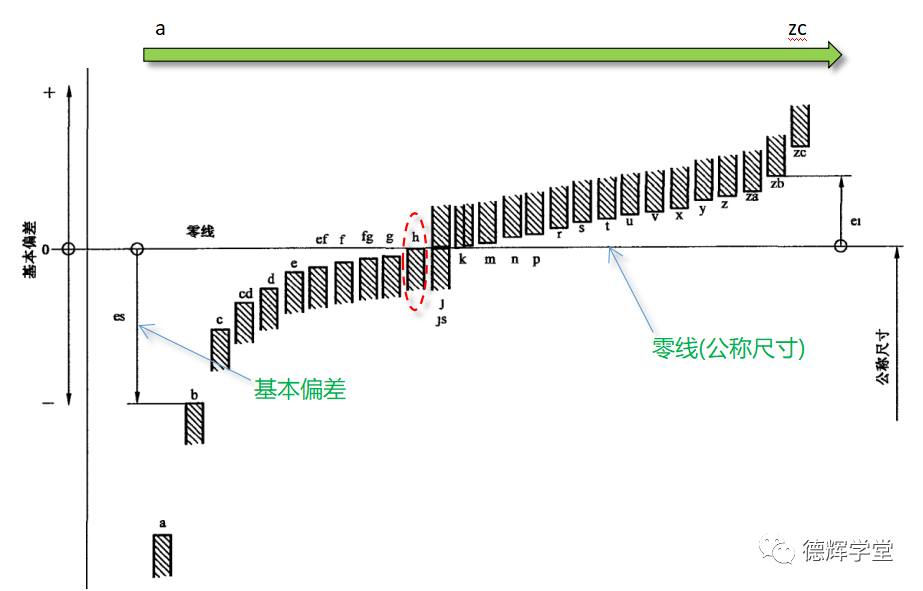
图10 轴的基本偏差
轴的基本偏差代号特点见图10,我们比较一下Ø30a10, Ø30h10, Ø30zc10:

不难看出,对于Ø30的公称尺寸来说,有:
a=-0.3, h=0 ,zc =0.218
不知道大家注意到没有,对同一个公称尺寸来说,a和A, h和H,zc和ZC对应的基本偏差数值是一样的?
也就是说,基于同一个公称尺寸,孔和轴的基本偏差是以零线为中心,对称分布的。
这个特点大家也要注意,这意味着同样的孔轴配合,它的表达方法不止一种。
在图10的基本偏差代号中,也有一个字母希望大家记住,那就是h, 它的表达的上极限偏差永远是0。比如:

看到没?
设计工程师对轴的基本偏差采用h, 那就是他对孔轴配合采用基轴制(后边会讲)。
接下来,我们再来认识一下公差等级(International Tolerance)。
啥也不用多说,直接看表吧。
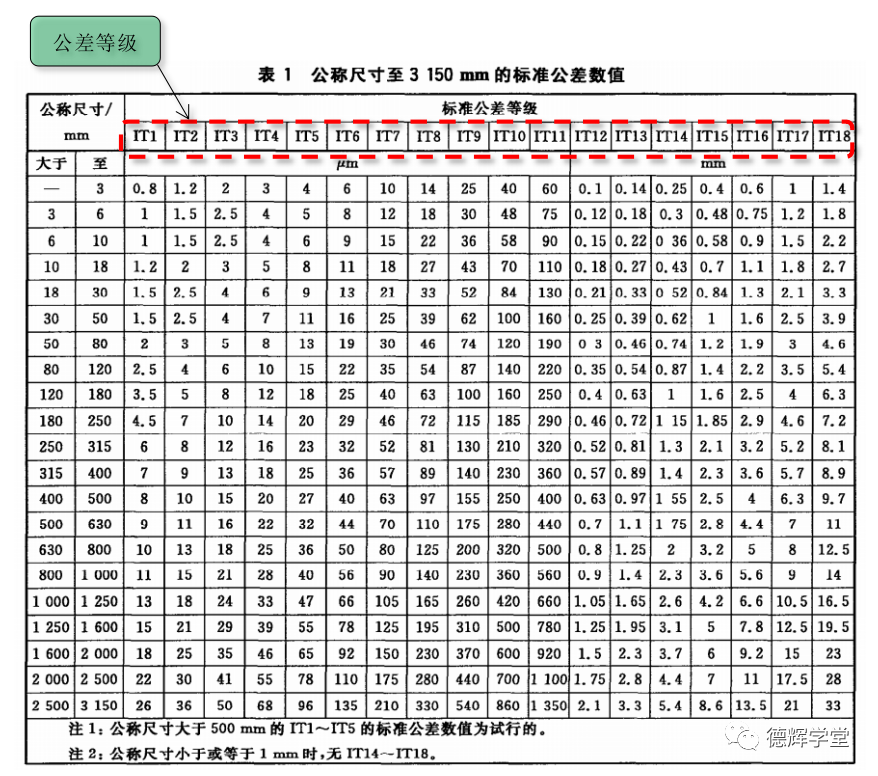
图11 公差等级
从图11中可以看出,公差等级是从IT1-IT18, 一共18个等级。公差等级越小的,公差要求就越高,表示精度越高,逼格也越高,当然意味着价格也越贵。
人们有时会把零件要求的精度等级和机床的加工能力对应起来,见下面的表格:
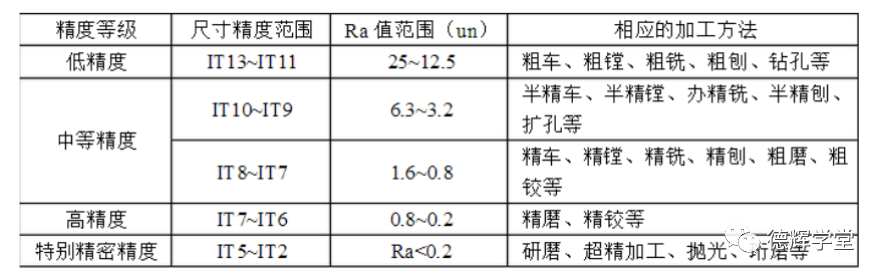
图12 零件的精度等级和加工方法
图12中的表格,对那些刚刚入门,对机床加工精度还没有感觉,而且经常被工艺工程师欺负的设计工程师来说,还是很有用处的,可以参考,至少知道自己在设计零件的时候,放的公差是不是合理。
如何通过公差等级得到零件的公差呢?很简单,查表。
举个例子吧, 比如孔的尺寸公差标注为Ø25G7,其中7就表示公差等级是IT7级, 根据公称尺寸25,可以查得该孔的公差(上极限偏差-下极限偏差)为0.021,见图13。
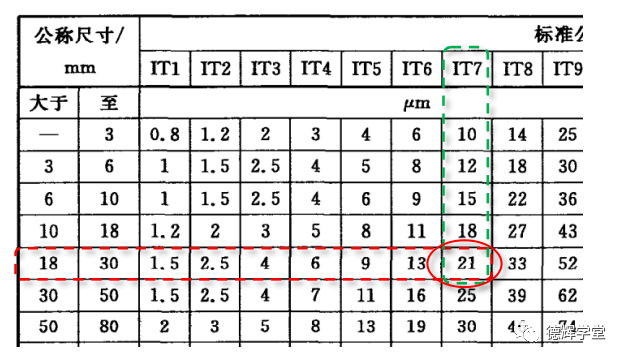
图13 根据公差等级查公差
好了,到这里,我们做一个练习,看看Ø25G7具体的尺寸公差是多少。
首先我们看看公差带分布的图形,见下图:
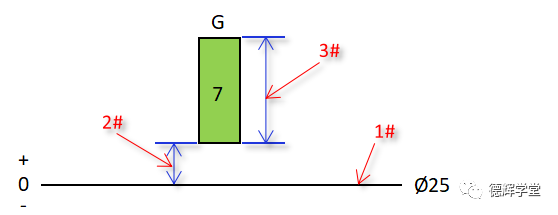
图14 尺寸公差的3个基本量
见图14,1#表达的是零线,也是公称尺寸,显然是Ø25,3#表达的是公差的大小,由7级精度等级决定,通过图12中查表,我们已经查出来公差带的高度是0.021。
接下来就需要查2# ,即偏差,偏差由G和公称尺寸决定。当然也是查表:
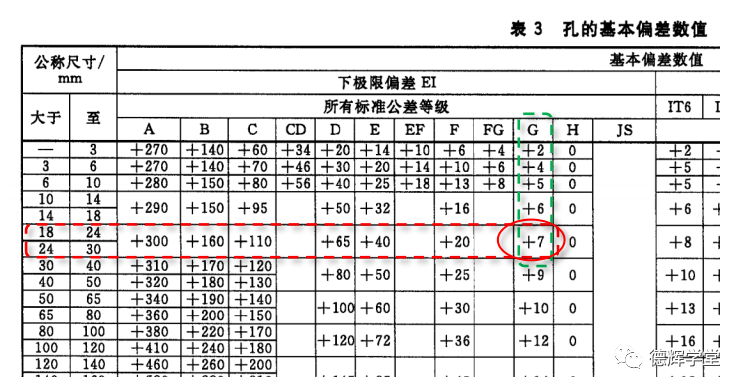
图15 根据字母查偏差
根据图15,不难查出,偏差是0.007(注意,单位是u)。在基于图14的3个基本量,不难得出:
下极限偏差=0.007
上极限偏差=0.007+0.021=0.028
最后可以得出:

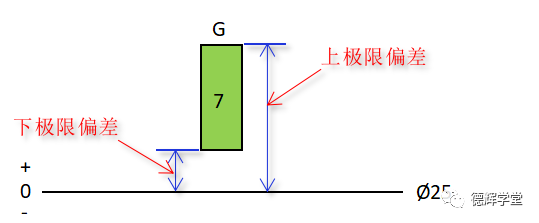
图16 两个极限偏差
图16中表示,上极限偏差等于下极限偏差加公差。
2.常见的配合和应用工况
我们再来谈谈配合,配合这一节内容分3个小节来讲,主要讲3种配合,配合的表达和基孔基轴制及应用工况。
1)三种配合
配合是为了满足特定功能需求而设置的一种孔轴关系。
常见的配合有三种,间隙配合,过盈配合和过渡配合。

间隙配合

过盈配合
过渡配合
图17 三种配合
所谓间隙配合,孔轴之间永远有间隙,要求孔比轴大,而且孔轴配合后的最小间隙必须大于等于0,见下图:
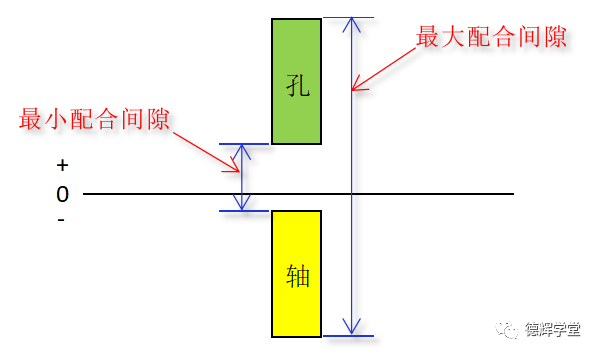

图18 间隙配合
所谓过盈配合,永远是处于胀死状态,要求轴比孔大,而且最小的过盈量也必须大于等0. 见图19:
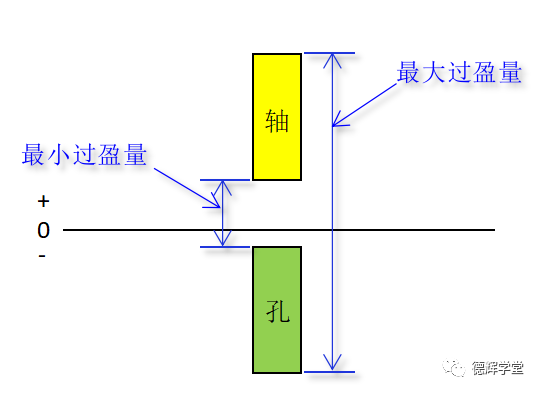
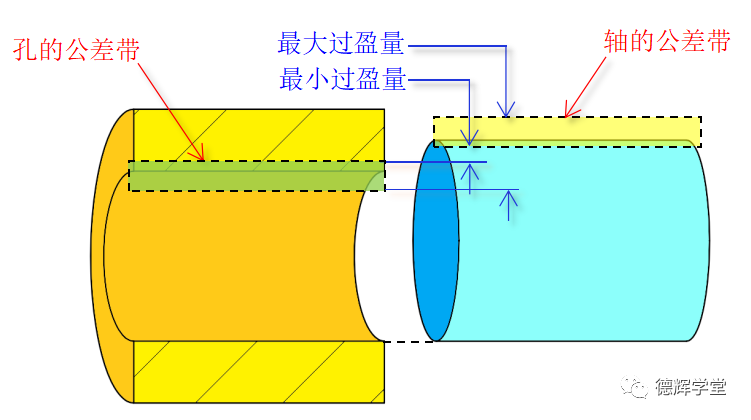
图19 过盈配合
所谓过渡配合,就是不伦不类的那一种配合(实际上非常重要),它使得孔轴之间的配合关系,可能出现过盈,也可能出现间隙,但是不管是过盈或者间隙,他们的量都不是很大。
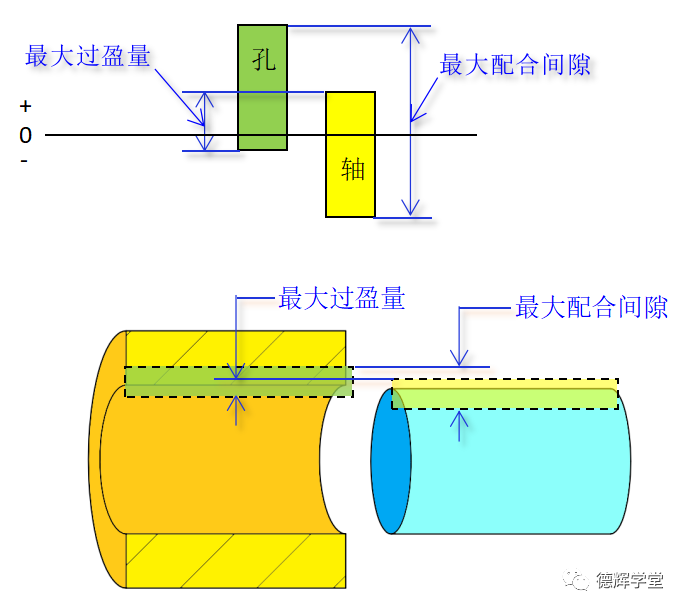
图20 过渡配合
图18-图20显示的3种配合的情况。
2)配合的表达
配合的本质是为了有效控制间隙或者过盈量,从而满足功能的需求。
比如,夹具上有一个可伸缩的定位销,下端有弹簧,使得定位销能够自由伸缩。见图21:
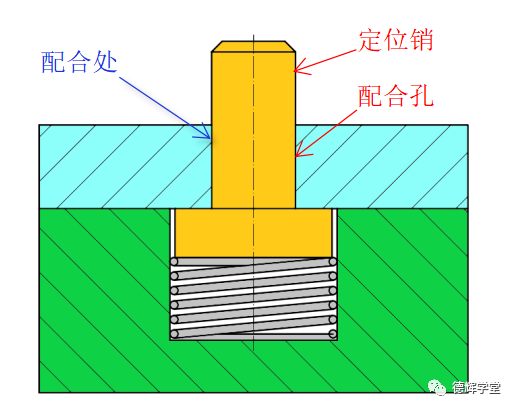
图21 孔销配合
如图21所示,一方面希望定位销能够在一定程度上的精确定位(孔轴之间的间隙越小越好),另外一方面在弹簧的作用下,定位销能够自由的伸缩(孔轴之间必须保留有适当的间隙),应该如何设计孔轴公差呢?
我们的机械前辈们经过理论结合实践发现,如果采用下面的配合关系,就能满足定位销的要求。会在装配图中表达如下:
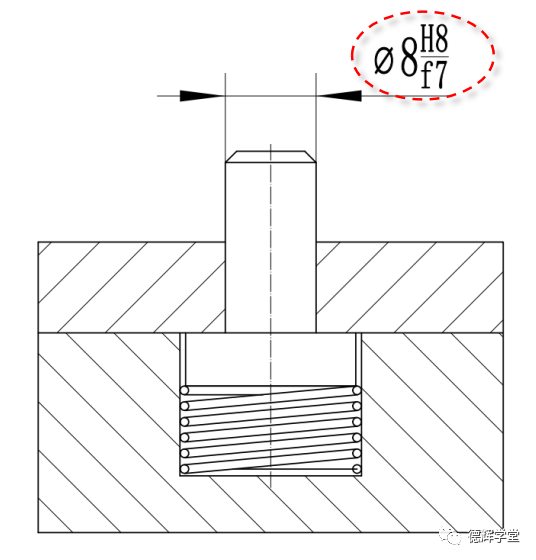
图22 孔轴配合
图22中红圈部分表达的就是一种孔轴配合,它什么意思呢?
它其实分别表达了孔的尺寸公差和轴的尺寸公差。见图23:
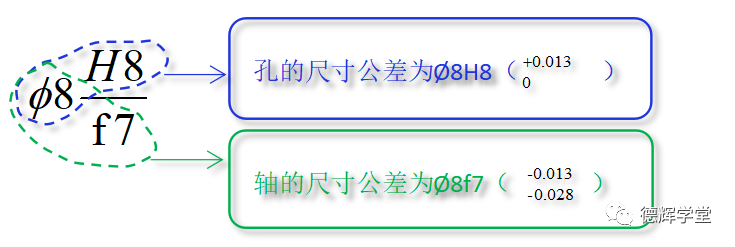
图23配合的含义
这样控制的最小间隙是0.013,最大间隙是0.041丝,能够满足功能需求。
注意图23中表达的配合有几个规则:
1. 孔用大写字母表示,放在上方(有点像分子),比如图23中的H8;
2. 轴用小写字母表示,放在下方(有点像分母),比如图23中的f7;
3. 孔轴的公称尺寸必须一样。
孔轴和配合的表达通常出现在装配图里,或零件图的明细栏里。
而生产线的工程师,通过看装配图的配合信息,来决定对应的工位是否需要配压机。
通过图纸上的配合表达,我们如何知道是间隙配合,过盈配合和过渡配合呢?以基孔制为例,见下面表格:
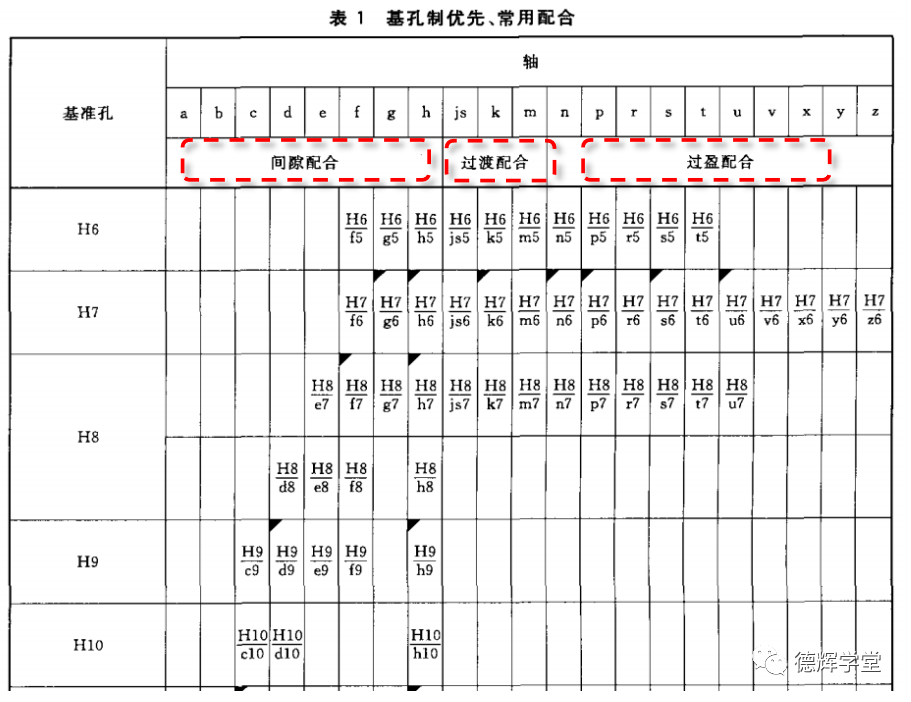
图24 三种配合
当然,我们还有更好的记忆方法,如果小伙伴们还记得图9和图10那个基本偏差图,孔的基本偏差如果在H以前(A-H), 这时孔的公差带肯定在零线以上,这时,如果配合轴的基本偏差也在h以前(a-h),轴的公差带肯定在零线以下,所以这时两者配合起来,肯定是间隙配合。
比如H6/f5, H8/e7之类,肯定是间隙配合。
过盈和过渡判断稍微复杂,如果轴的公差带全部在孔的公差带上方,那就是过盈配合, 对应的字母是n(或N)以及之后的字母。
也就是说,只要在配合中,无论孔或者轴,偏差字母是n或者N,以及之后的字母,就是过盈配合。
孔轴公差只要有重叠区域那就是过渡配合, 对应的字母是js, k,m或(JS K M)。
也就是说,在配合中,无论孔或者轴,出现的偏差代号是js, k,m或(JS K M)的,就是过渡配合。
3)基孔制和基轴制以及配合的应用工况。
在采用配合关系的时候,要么采用基孔制,要么基轴制(这就是为什么配合里边要么有H,要么有h,两者至少有一种。)。如果要采用不伦不类的既非基孔,也非基轴的话,比较怪异,很少见,查表也没法得出有用的信息,因为不利于信息传递。
什么是基孔制呢?就是在配合中,孔的基本偏差代号是H,即孔的下极限偏差永远是零(也就是我们口头上说的,孔走上差)。在基于孔的偏差已经定下来的情况,我们再灵活的调整轴的公差,从而实现间隙,过渡和过盈配合。
比如:
采用基孔制的间隙配合:
采用基孔制的过渡配合:
采用基孔制的过盈配合:

注意上面的孔的偏差全部采用H。
那基轴制又是什么意思呢?显然就是和基孔制相反。轴的基本偏差已经明确,一定是h, 那就是轴的上极限偏差永远是0(就是我们口头上说的轴走下差)。然后再灵活调整孔的公差,从而满足间隙配合,过渡配合和过盈配合。比如:
采用基轴制的间隙配合:
采用基轴制的过渡配合:
采用基轴制的过盈配合:
不知道大家注意到没有,上面的配合中,孔的公差等级是不是比轴都会大一个等级,这是为什么呢?
如果是机加工工艺的话,一般孔比轴难加工,所以会把孔的精度等级放的比轴差一些,也即是孔允许粗糙一些,轴要精细。
这样做的目的是为了使工艺上,加工孔和加工轴的难易程度大体均衡,从而达到合理的经济性(降低成本)。不然,一个撑死一个饿死,显然不合理。
另外一个问题是,设计工程师在设计配合的时候,选择基孔制好还是基轴制好呢?
没有明确的答案,一般优先选用基孔制(孔难加工,尺寸容易受钻头尺寸的影响,而轴是自由的,想要多少就加工到多少。),这纯粹是从经济的角度考虑。
不过现在机加工刀具的发展比较快,选择也很多,加工孔的各种尺寸的刀具都容易找到,选择基孔制的经济性没有那么明显了。
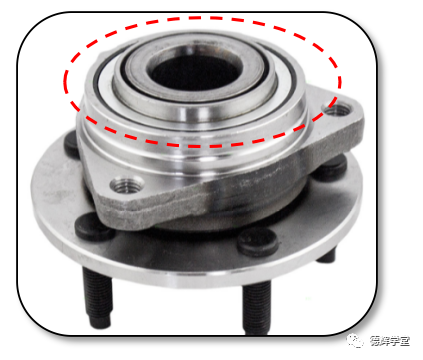
还有一个情况,比如说有些通用的标准件,为了通用性(互换性),它的尺寸公差已经提前确定下来了,设计工程师只能调整其它零件的公差来将就标准件了。
比如轴承的外圈直径公差,它的偏差是采用h, 那么在设计与轴承外圈的配合的时候,没得选择,只能采用基轴制。
有一点需要强调的是,就配合本身而言,基孔制和基轴制没有任何本质区别。
比如有一种非常著名的配合,叫滑配。一般销子和销套的配合都会采用滑配。

图25 销套
如果按照基孔制,它的配合是:
显然,孔的公差是:

轴的公差是:

它的最小间隙是0.006, 最大间隙是0.035.
如果我们把它改为基轴制滑配,它的配合如下:
这时,孔的公差是:

轴的公差则是:
不难看出基轴制的滑配最小间隙也是0.006,最大间隙是0.035. 即我们可以得出这么一个结论(仅仅针对配合的效果而言):

以上这个等式为什么成立?这个问题留给各位小伙伴(提示,孔轴基本偏差具备对称性)。
GB/T 1801有优先的配合推荐,有需要的小伙伴可以去查查。
下图是根据ASME B4.2推荐的优先配合的解释和相对应的应用工况:
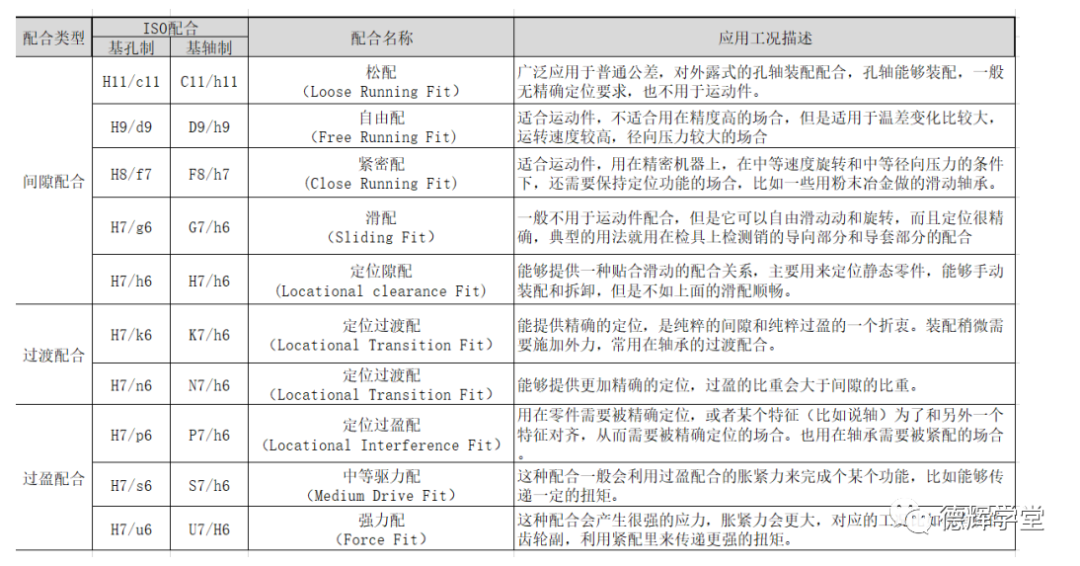
图26 各种配合和应用工况
最后再多一句嘴,图26中所有的配合标注,都是基于包容原则,如果不基于包容原则谈论配合是没有意义的(遗憾的是,我们的标准GB/T 1800没有明确指出来这一点)。
3.采用公差代号的现实意义
尺寸要素(FOS)的尺寸公差采用公差代号有什么好处呢?
至少有两个好处:
1) 可以为看图人提供更多的信息,尤其是工艺工程师。
比如设计者将轴的尺寸标注为下图:

我们就可以看出这个轴的精度等级是7级,如果要选用对应的加工设备,就必须选择加工能力在7级以上的。
这里再多说一句,如果设计者把轴的尺寸直径标注成Ø18g7,后边没有标注带括号的公差,这是一个非常不厚道的标注(理论上没错),测量工程师和工艺工程师需要去查表,这是在浪费你同事的生命。
2)有效的传递配合信息
这个也是最重要的。
我们刚刚讨论过,就公称尺寸是Ø18的孔轴来说,为了达到滑配的效果,最小的间隙不能小于0.006, 最大的间隙不能大于0.035,只要能抓住这两点,就能满足“滑配”的效果。
可是对于公称尺寸是Ø58的孔轴配合来说,还是控制最小间隙不小于0.006,最大间隙不大于0.035就可以了吗?
或者公称尺寸是Ø100的孔轴来说,也是控制同样大小的最小间隙和最大间隙吗?
显然不是,根据常识,同样的“滑配”效果,更大的公称尺寸需要的最大最小间隙会稍微多一点的,而更小的公称尺寸需要的最大最小间隙会更少一些。
如何让不同公称直径的孔轴能配出来同样爽的“滑配”效果呢?
显然孔轴必须采用同样的公差代号!
事实上,不管孔轴的公称尺寸是多少,只要孔轴采用的公差分别是H7,g6(基孔制),配出来的效果,就一定是滑配。
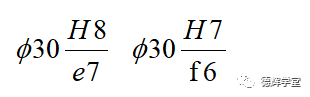
也就是说如果孔轴配合如下图:

他们配合的效果都是滑配。
所以,机械前辈们搞出来的东西,对年轻工程师来讲,只要采用正确的配合,就能设计出满意的结构,而不需要去记住“间隙大概留多少”之类的局限性的知识。
所以,采用公差代号来表达配合,它为经验知识的传承提供了一个很好的方法。
问题又来了,实际上现在企业里很多工程师设计的图纸,几乎都抛弃了采用公差代号的标注方式,而直接采用数值公差。他们错了吗?
我们不得不承认,采用公差代号是保证功能的一个方法,但并非唯一方法。用数值公差(非标准公差),也能设计出“滑配”效果。
比如采用公差代号的滑配:

我采用数值公差,也能配出同样的效果来:
孔:
Ø18±0.009
轴:

上面奇葩怪异的设计中,最小的间隙是17.991-17.985=0.006, 最大的间隙是18.009-17.974=0.035,和Ø18H7/g6的效果是一样的!
这样设计有错吗?除了看起来不舒服,对生产,对功能那完全没有问题。
所谓,黑猫白猫,抓到老鼠就是好猫。
但是,就配合而言,我还是比较推荐采用公差代号和标准里推荐的配合关系,那毕竟是机械前辈们留下来的东西,经过验证且是可靠的,不一定全部能满足我们的需求,至少有很大意义上的参照意义。
但是如果走例外一个极端,非要按照标准公差来要求工程师出图纸,比如说工程师设计了一根轴,直径公差是:
就认为工程师的设计是错误的(标准公差里,没有0.1的公差),那也太教条主义了。毕竟,设计的逻辑是,在保证功能的前提下,零件能被加工,能被测量(控制)就行。
好了,本期的文章就写到这里,希望对您有所启发。
本文小结
本文就常见的公差和配合的基本知识做了介绍,属于大学课程《互换性与测量》的再回顾。
第一章我们讲解了数值公差和公差代号的基本含义,详细解释了公差代号的三个基本量:公称尺寸,基本偏差,公差(公差等级),以及如何查表求得公差。
第二章讲了三种配合,即间隙配合,过渡配合和过盈配合,讲了配合的表达,同时也解释了基孔制和基轴制的表达和特点,最后介绍了几种典型配合的应用工况。
最后一章解释了采用公差代号和配合的意义。事实上采用公差代号就是为配合服务的,工程师合理的采用公差代号后,可以直接借鉴前辈们的经验成果。最后提了现在常用的数值公差也是保证功能的另外一个手段,公差代号并非唯一手段。
希望本期文章对您有所帮助!
觉得文章不错?点个赞呗,不想点?发个朋友圈也可以啊!
参考文献:
1. GB/T 1800.1-2009 极限与配合 第一部分:公差,偏差和配合的基础
2. GB/T 1801-2009 极限于配合 公差带于配合的选择
3. ASME B4.2-1978 Preferred Metric Limits and Fits
4. 互换性于测量技术基础 赵则祥 机械工业出版社
