
在我前面一片文章中,介绍了第一基准的拟合。那么在基准系中,第二基准和第三基准是如何拟合的呢?这里我们来探讨一下第二基准和第三基准的拟合。
1. 第二基准的拟合
已知零件图如下图:
图1
图1中,直径为8的孔的位置度对应的基准系AB,是如何得到的呢?根据基准系的概念,容易得知,第一基准A是一个平面,第二基准B是一根和A垂直的轴线。如果实际的零件如下图,基准A和B如何拟合呢?

图2
关于第一基准A的拟合方法我们前面已经讨论过,用一个理想的平板形的基准模拟体去贴合A的基准要素(实际弯弯曲曲的表面),该理想平板上与基准要素贴合的平面叫做基准A。那么基准B如何拟合呢?
根据GD&T的概念,B基准的拟合我们同样要用到基准模拟体的概念,由于B的基准要素是一个孔,那么它对应的基准模拟体是一根理想的轴,拟合的过程就是将基准模拟体膨胀去贴合基准要素的过程,但是,需要注意的是,第二基准的的基准模拟体要必须保证和第一基准绝对垂直的前提下去和基准要素贴合。见下图:
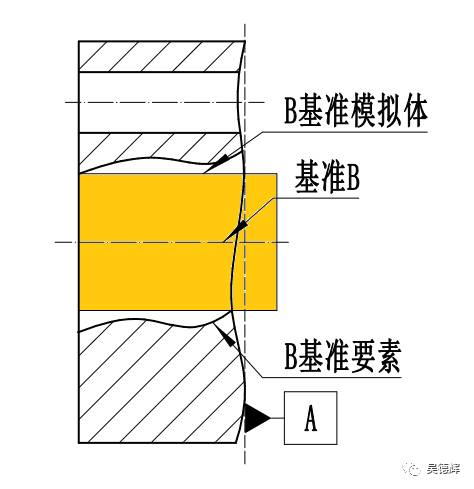
图3
图3中的基准模拟体(理想的黄色圆柱)的轴线必须保证和第一基准A绝对垂直的前提下,慢慢膨胀直到和B的基准要素别死为止(我们称之为贴合),贴合好后,该理想黄色基准模拟体的轴线,就是基准B。
将基准A,基准B拟合好后,基于这个坐标系,我们就能够确定被测孔轴线的理想要素(位置度公差带中心)的位置,然后再去评判实际被测要素是否合格。
为了让大家熟悉第二基准的的拟合,我们再将上题的基准系由AB改为BA。见下图:
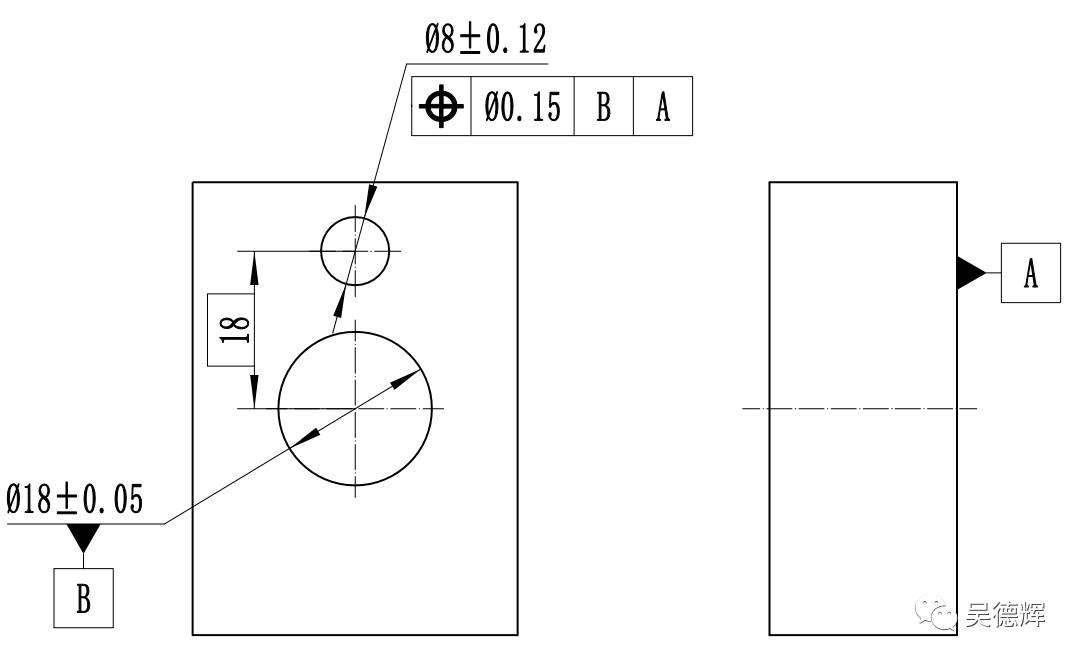
图4
如果零件的图纸标注如图4, 但是实际的零件同样如图2,那么基准系是如何拟合出来的呢?
这时,B作为第一基准,它的拟合不会受到任何约束,用一根理想的芯棒(基准模拟体)插入实际孔(基准要素)中,该芯棒自由膨胀,直到和实际孔完全别死为止,这时该理想芯棒的轴线就是基准B。基准A在基准系BA里边,是第二基准,它的拟合是A的基准模拟体必须要保证和B垂直的前提下再去A的基准要素(实际表面)贴合。见下图:

图5
由图3和图5可以看出,基准系中个基准的顺序不一样,拟合出来的基准系(即坐标系)也完全不一样,这样会导致测量结果也不一样。
2. 第三基准的拟合
已知零件图纸如下图所示:
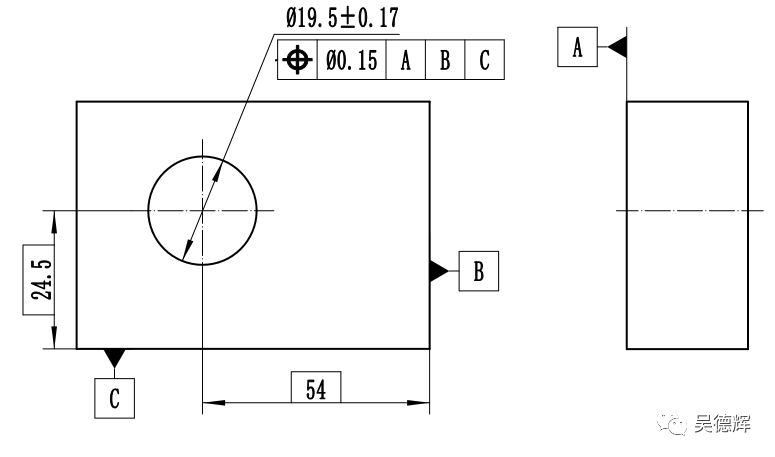
图6
图6中,孔19.5的直径用位置度控制,对应的基准系是ABC, 如果实际的零件如下图所示,那么基准系ABC分别如何拟合呢?
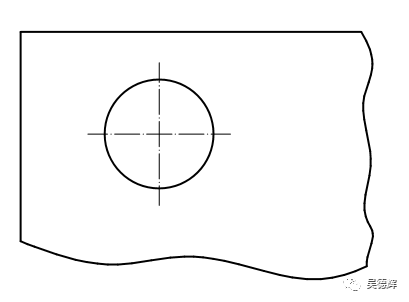
图7
根据我们前面提到的,A基准的拟合不再重复,基准B的拟合是基准模拟体必须保证和基准A的绝对垂直的前提下去和B的基准要素去贴合。而基准C的拟合,是C的基准模拟体必须要保证和A垂直,而且和B也要垂直的前提下去和C的基准要素(实际表面)贴合。见下图:

图8
由图8可知,ABC基准建立好后,整个坐标系就建立好了。从而公差带的中心或者理想要素就确定下来,然后我们再让理想要素和实际被测要素做比较,来评判实际被测要素是否合格或实际值是多少。
对用同样的一个零件,如果我们的基准系不一样,将ABC改为ACB,见图9, 它会导致什么样的结果呢?
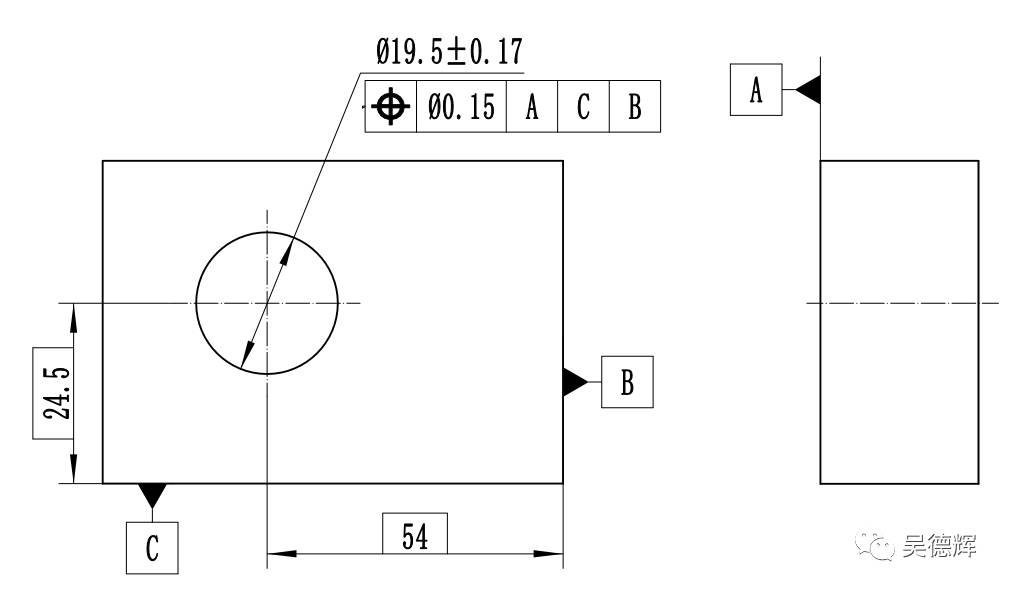
图9
根据相同的逻辑和拟合方式,C的基准模拟体在保证和A垂直的前提下去尽量贴合C的基准要素,B的基准模拟体在保证和A绝对垂直而且也和C绝对垂直的前提下去贴合B的基准要素。对如图7所示的同样一个零件,基准系ACB的拟合结果见下图:
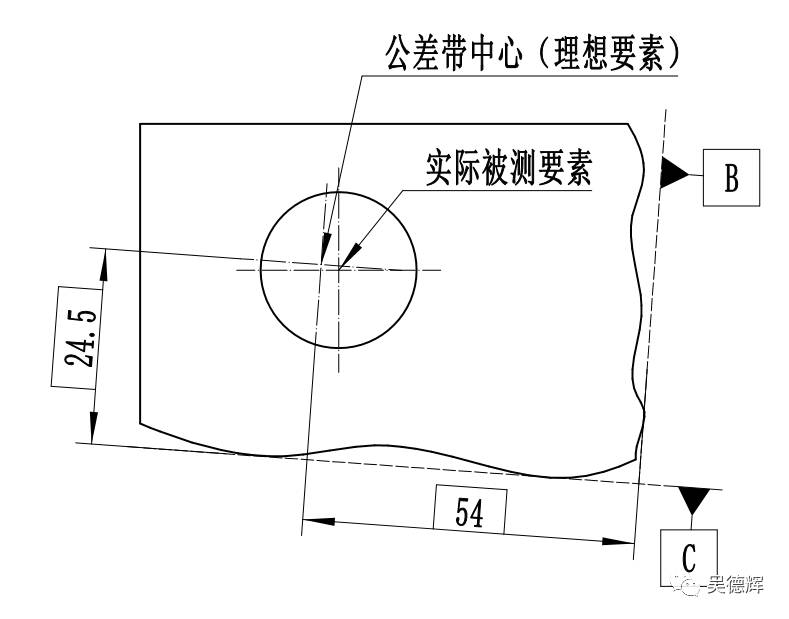
图10
根据图8和图10的结果可知,基准的顺序不一样,建立的坐标系完全不一样,那么测量的结果也不一样。
总结:
本文讨论了基准系中的第一基准,第二基准和第三基准是如何拟合的。基本原则三点:
1. 第一基准,基准模拟体和基准要素自由贴合。
2. 第二基准,基准模拟体和第一基准保持理想的方向关系的前提下去和第二基准要素下贴合。(这里需要说明的是,ISO是第二基准只需保证和第一基准理想的方向关系,而ASME Y14.5-2009明确规定,第二基准要保证和第一基准的理想的方向和位置关系)
3. 第三基准,基准模拟体要和第一基准,第二基准保持理想的方向关系的前提下,去和第三基准的基准要素贴合。(ISO和ASME的区别同上)
本文还特别指出基准在基准系中的顺序不一样,对测量的结果,质量的控制也完全不一样。
对于CMM测量工程师来说,正确理解了基准系的拟合和建立过程,能够在实际测量中合理正确的建立坐标系,最终使的测量坐标系和图纸基准坐标系一致。
更需要强调的是,对设计工程师来说,基准的设定是根据装配或根据功能来设定(终极目标是实现功能坐标,基准坐标和测量坐标的统一)。一张图纸中,是否正确合理地设定基准和基准系, 体现了一个设计工程师的基本功。在一个复杂的零件中,如缸体,齿轮箱之类的零件,对应的有多个基准系,这时,合理的设定基准和基准系将变得更加复杂和重要。那么在设定基准或基准系的时候的时候,我们把握的基本原则是什么呢?答案非常简单:
设定基准或基准系的基本原则是,使和功能相关的公差累积最小。这正是“精准设计”的精神所在。
评论列表
共有 3 条评论你可能还想找:

取消回复