
导读
小唐老师有个习惯,审核前,到系统里查一下近期该供应商的质量抱怨情况。在看到有尺寸/匹配方面问题的时候,供应商经常很是冤枉的回答,“我们的产品尺寸没问题,符合图纸要求的,是我们零件和对手件,一个走上差,一个走下差,造成匹配问题”。原因是这样吗?一起来看看~
汽车的制造过程极其复杂,除了常听说的冲压、焊接、油漆、总装四大工艺外,还有数不清外购件的生产工艺,生产过程的不稳定常常会带来产品质量的不稳定,而其中尺超偏差,更是困扰各大主机厂的一大难题!
举一个实际碰到的例子。汽车左前门和右后门之间的间隙和平整度没有达到设计公差要求。
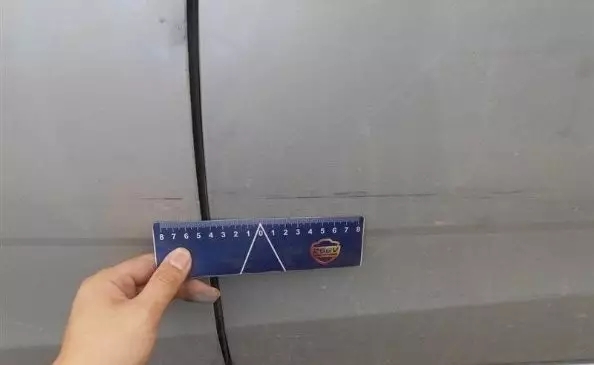
要解决这个问题,我们会有如下的思考:
—这是设计问题,零件制造问题还是装配问题?
—如果是零件尺寸问题,那是前门还是后门,还是两个车门都有问题?
—如果是前门有问题,那么是焊接产生的缺陷,还是冲压件尺寸超差?
—如果是冲压件有问题,那么是内板还是外板,还是其它组成车门的零件有问题?
……
问题也太多了些吧!
要回答这些问题,离不开车身或零件的测量。而如何测量,如何建立零件尺寸测量的坐标系,如何保证测量结果的连续性和关联性,是问题的关键。
1
为什么要有RPS系统
给一个机加工的例子。在一个零件上要钻三个孔,分别是B、C、D孔(如下图)。
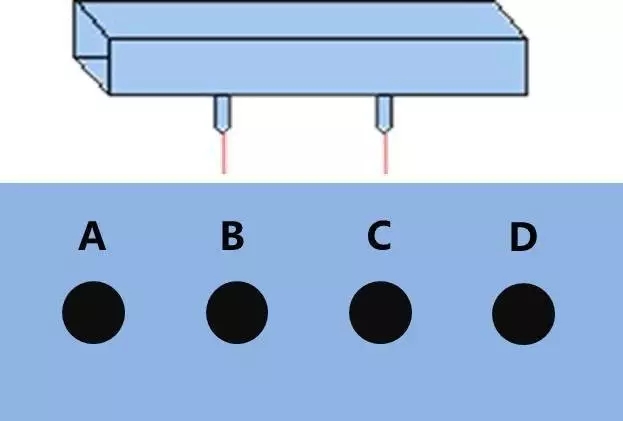
其中B、C孔与其它件的销钉配合,公差越小越好(精度要求较高),钻孔设备的加工精度为+/-0.1。
现在给了两个加工方式:
Step1. 用A孔定位钻出B孔和D孔
A与B的公差=+/-0.1
A与D的公差=+/-0.1
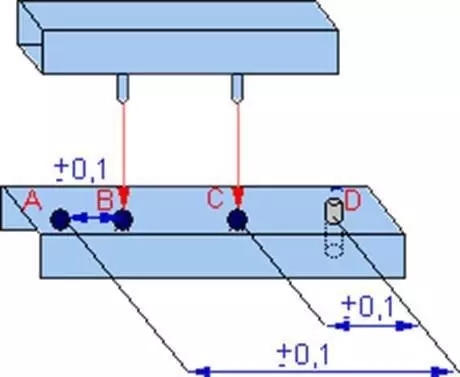
Step2. 用D孔定位钻C孔(基准孔由A变为D)
D与C的公差=+/-0.1
我们来计算精度要求比较高的B孔与C孔的公差。
A~B=+/-0.1也相当于B~A=+/-0.1
A~D=+/-0.1
D~C=+/-0.1
B~C=(B~A)+(A~D)+(D~C)=+/-0.3
Step1. 用A孔定位钻出B孔和D孔
A与B的公差=+/-0.1
A与D的公差=+/-0.1
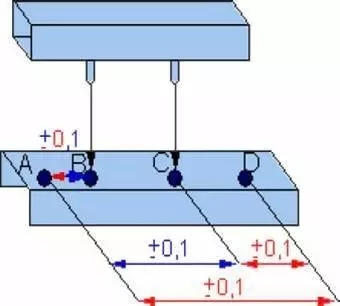
Step2. 仍以A孔定位钻C孔 (基准没有变化)
A与C的公差=+/-0.1
我们再来计算精度要求比较高的B孔与C孔公差。
B~C=(B~A)+(A~C)=+/-0.2
细心的朋友可能已经发现,多用了一个孔定位,带来的误差多了0.1(0.3-0.2)。
所以这就要求我们避免定位基准(孔)的更换,以防止误差传递后放大。
这些定义/规定下来定位点可以理解成RPS点,只不过还要相对优化一些。
2
什么样的点才是(适合做)RPS点

不是所有的奶都叫“那啥苏”
也不是所有的点都适合做RPS点。
先看看RPS的定义:Referenzpunkt-System(定位点系统)的缩写。
既然是定位点,通过它定位后零件就不能乱动,那么,怎么样选择定位点才能不让零件乱动呢?

别动!!
零件(刚性物体)在空间里一般有三个维度x,y,z。这三个维度都有两个方向(移动和转动)可以调整,即6个自由度。
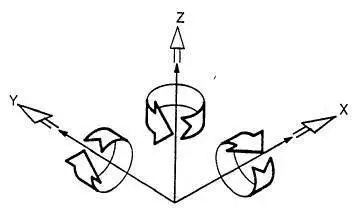
只有这6个自由度全部控制住了,零件(刚性物体)才动不了!
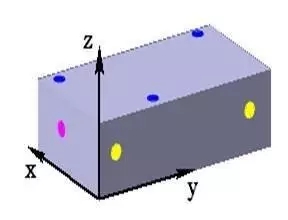
如上图:
3个蓝色定位点构成的平面,限制了其沿z轴移动,以及绕x、y轴转动的自由度;
2个黄色定位点构成的直线,限制了其沿x轴移动以及绕z轴转动的自由度;
1个红色定位点,限制了其沿y轴移动的自由度。
3-2-1六个点限制了刚体的六个自由度,使刚体的位置完全确认,所以也叫做3-2-1原则。
这些点就是RPS的定位点,称为RPS点。
坐标平行原则,从字面上看就是选的定位点要与坐标平行。
但学过几何的朋友都应该了解,平行一般指的是线与线之间的关系。坐标轴是线。那选的点应该也是线才能可以称作平行?
“点”怎样成线?两点才能成线!
接下来我们看看为什么要平行呢?
有这么两个定位系统。

其主要区别在最右侧定位,左边是与坐标平行,右边是有一定倾斜。将合格零件放到两个系统中,并无什么问题,如下图。
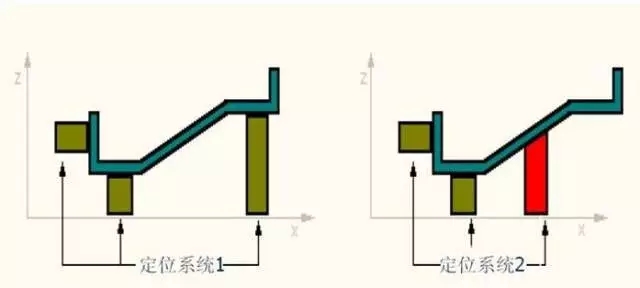
当做了一批不合格零件,在X方向上存在偏差(比合格的零件做短了),将不合格零件放到两个系统中测量,如下图(虚线为合格零件位置)。
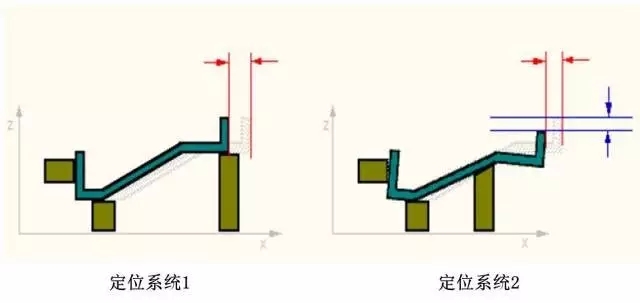
细心的朋友可以发现定位系统2测量结果不正确。出现了Z方向的测量偏差。同时X方向的偏差也是不正确的,其原因是X方向的偏差分散到X和Z两个方向上了,造成了测量的不准确。
还有些原则这里也分享下。
—在运用3-2-1规则的时候,我们的3(3点成面),尽量选在大面上,选在小面上容易造成零件“晃动”(请大家体会一下)。

太高了,被晃倒了吧
—3-2-1原则不光适用于没有孔的零件,有孔的零件同样适用,且往往将孔设定为RPS点。因为一个圆孔就可以限定2个自由度,这样就可以减少RPS定位点的数量。
—为了实现统一的定位技术规则,从应用类型角度看,必须保证模具、工装和检测工具都按照RPS点来制造。
—从产品诞生过程角度看,在开发到制造、检测直至批量装车各环节所有涉及到的人员共同遵循的定位点及其公差要求。
3
图纸上的RPS标识你能看懂吗?
其实大多数图纸上都有RPS标识的,看图纸的时候你注意到了吗?
笑脸是保密需要哦:)
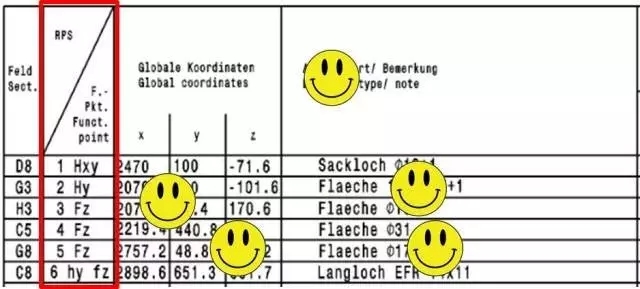
上图中红框框出来的部分就是RPS点了。我们看看分别有什么含义。
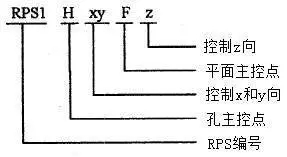
这里面有些术语还是要和大家介绍一下。
H = 孔
F = 平面
T = 理论点(系两个辅控点的平均值)
上面的三个字母都是大写的,表明是主控点。
对于一些结构复杂,受重力影响易变形(柔性)的零件,有时候常常需要加一些辅控点。

下面的三个字母都是小写的,表是是辅控点。
h = 孔
f = 平面
t = 理论点
主控点一般是六个,怎么看呢?就去数H、F、T这些后面跟着的x,y,z的总数量。比如下面的图纸。
上面虽然有6行,但第六行没有大写字母亲,所以不计数。
第一行Hxy,H后面跟了xy两个方向,记2
第二行Hy,H后面只有y一个方向,记1
第三行Fz,记1;第四行,记1;第五行,记1;
总共2+1+1+1+1=6个自由度。
整车上零件非常多,零件在整车的相对位置就非常重要。

上图红框框出的部分表示相对于整车坐标系“0位”的空间位置。

整车上的“零位”一般是指两个前轮中间点。
而对于零件本身来说,也常常会设一个参考点,如下图红框部分。
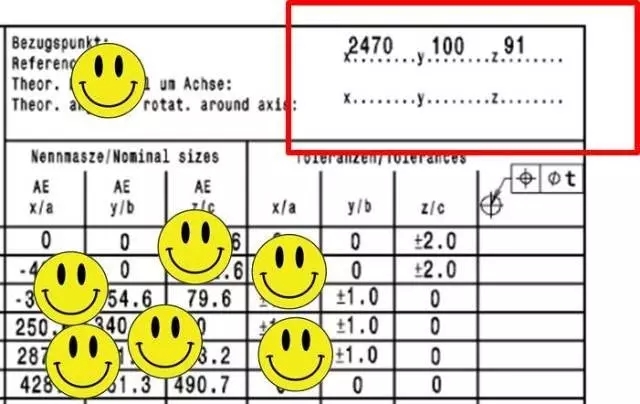
参考点可以理解成零件的“0位”,它确定下来之后,可以让零件上其他点的坐标减去“0位”的坐标,减少数值大小,运算起来相对方便。
4
RPS的意义
理论上讲,RPS都是人为进行定义的。其目的是为了方便准确的测量零件的尺寸,而不会改变零件本身的尺寸。
实际操作角度来看,在开发阶段模具、工装和检测工具都需要按照RPS点来制造,进而间接的影响产品尺寸。
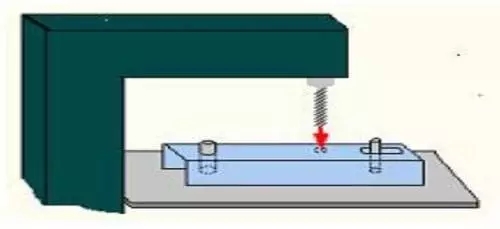
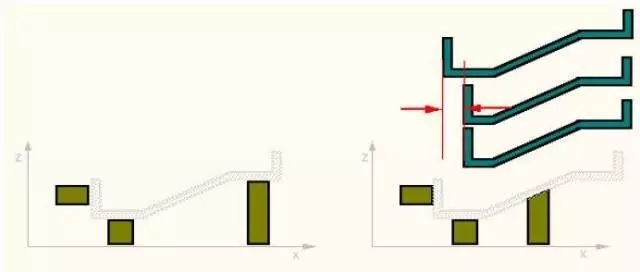
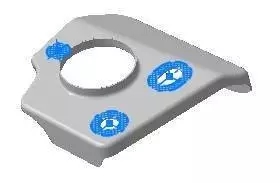
上图是一个常见的工装夹具,我们看看怎么用RPS的思路去分析。
我们看看有几个定位?
两个孔:左边的孔因为不能活动,可以限定两个自由度;右边的孔是活动孔,只能限定一个自由度。
支架有两条线与底座贴合:两条线分别限定两个自由度,共四个。
2+1+4=7。所以这个工装夹具实际上是过度控制了。
还记得导读里面的问题?你觉得是RPS的问题吗?RPS能解决这个问题吗?为什么呢?欢迎给我们留言。
冰衡咨询的观点:
1、不了解功能就不允许画图!
2、不经过尺寸链计算的图纸不允许发布!
3、只要控制了位置度和轮廓度,你就控制了一切。
4、彪悍的图纸不需要解释!
5、任何一个零件图纸都代表是合同或法律文件,存在未来潜在的法律风险,包括索赔和召回的风险,企业管理层应充分重视图纸的重要性。
看了不点赞,等于你没看;看了不转发,等于耍流氓;请关注冰衡咨询下一期有个性有观点的文章
图纸有问题,就找冰衡咨询!
info@kraig.com.cn
想加入冰衡咨询活跃的图纸交流群吗?
↓↓↓ 快扫码添加吧 ↓↓↓

评论列表
共有 0 条评论你可能还想找:

取消回复