
我们只传递有个性/有深度的观点
底座上带三个基准球是检具黑恶势力的第一种表现。长期以来,检具基准球在很多企业一直作为检具的装饰物而存在,这极大伤害的了基准球的自尊,事实上,基准球和检具的制造、检具自身的检测、零件检测以及整车坐标系有密切关系!
文章范围界定
只讨论功能性检具的基准球的理解和应用,不讨论大金链子和夜宵摊!
没有基准球的检具是没有身份的检具
第一部分:零件CAD数模
检具设计的前提是:找研发索要零件数模
解释:
任何一个零件的数模(UG, Pro-E, Catia…)都有零件坐标。
零件坐标的原点可能在零件本身,也有可能在不在零件本身,比如汽车行业常用整车坐标(见公众号文章“基准标注就是这么任性!”)。
本案例假定本零件坐标XYZ的原点在零件B基准的圆心(0, 0, 0)。
本案例假定零件基准A面在Z=0的坐标平面上。
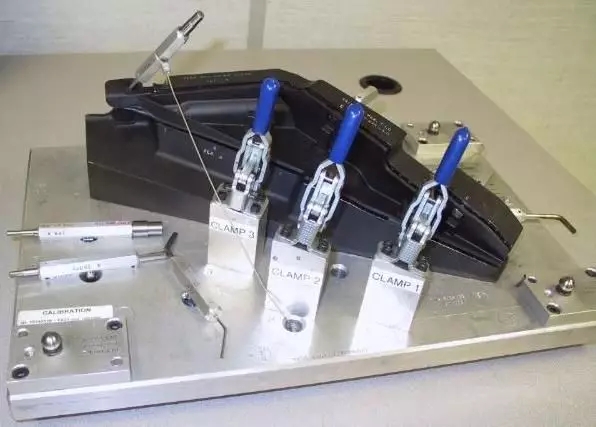
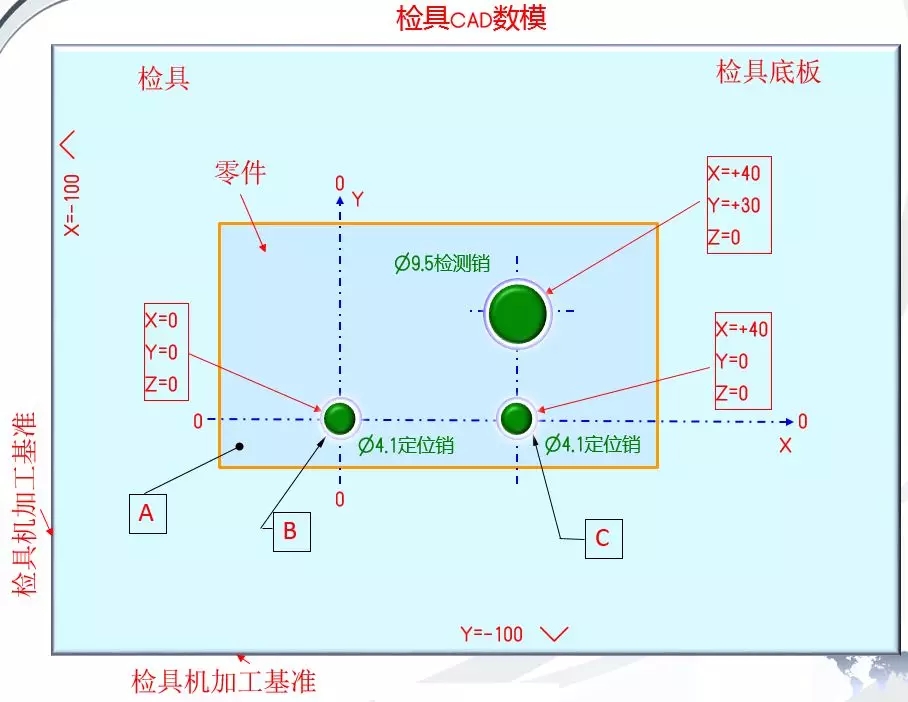
第二部分:检具CAD数模
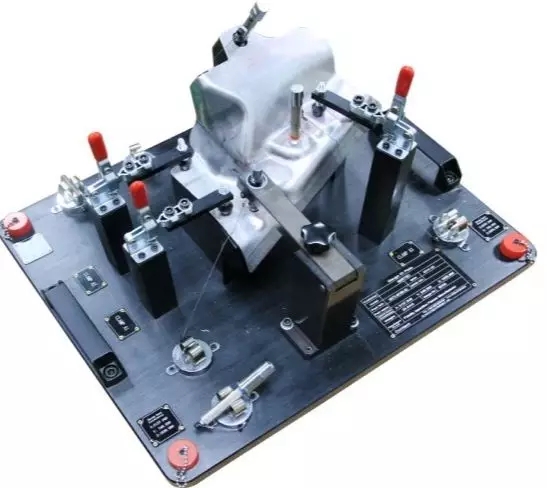
检具概念设计
检具数模
解释:
检具的数模坐标系必须基于零件数模坐标系。
检具底座的大小取决零件大小和相关辅助件的布置,没有固定标准规定大小,如果是土豪,那么底板做大些。
检具底板的底边一般作为检具的机加工基准,并且标识了坐标值,表示该边相对零件坐标系的位置(距离)。
归纳:
检具的数模坐标系沿用了零件数模的坐标系,检具从来没有私自建国坐标系,就是说检具数模和零件数模的坐标原点是一致的。
检具底板的底边既是检具机加工基准,也是检具本身的测量基准(检具也需要被测量),也可以作为零件测量的基准(这时候检具起到测量夹具的作用)。
第三部分:检具基准孔
基准孔的诞生
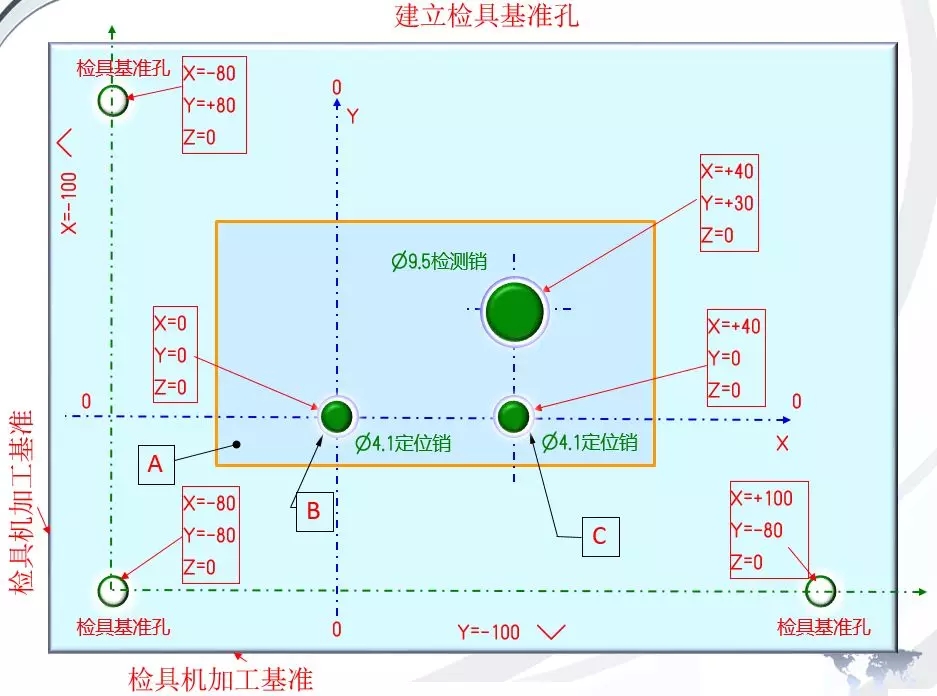
解释:
检具的基准孔一般为三个,也可以多于三个,布置在检具的周边
检具基准孔是后加工,所以每个基准孔相对零件坐标系的实际孔中心XYZ值应该根据实际加工的位置决定,其坐标原点依然是零件坐标系
基准孔的相对零件坐标系的XYZ坐标值需要标识在检具底板上。
基准孔的实际坐标值需要标识在检具底板上。
归纳:
检具基准孔未必是检具的机加工基准,但可以是检具本身的测量基准(检具也需要被测量),也可以作为零件测量的基准(这时候检具起到测量夹具的作用)。
基准孔和底板的基准边都可以用于建立坐标系,再通过移动,让坐标原点和零件坐标原点一致。
第四部分:检具基准孔的应用
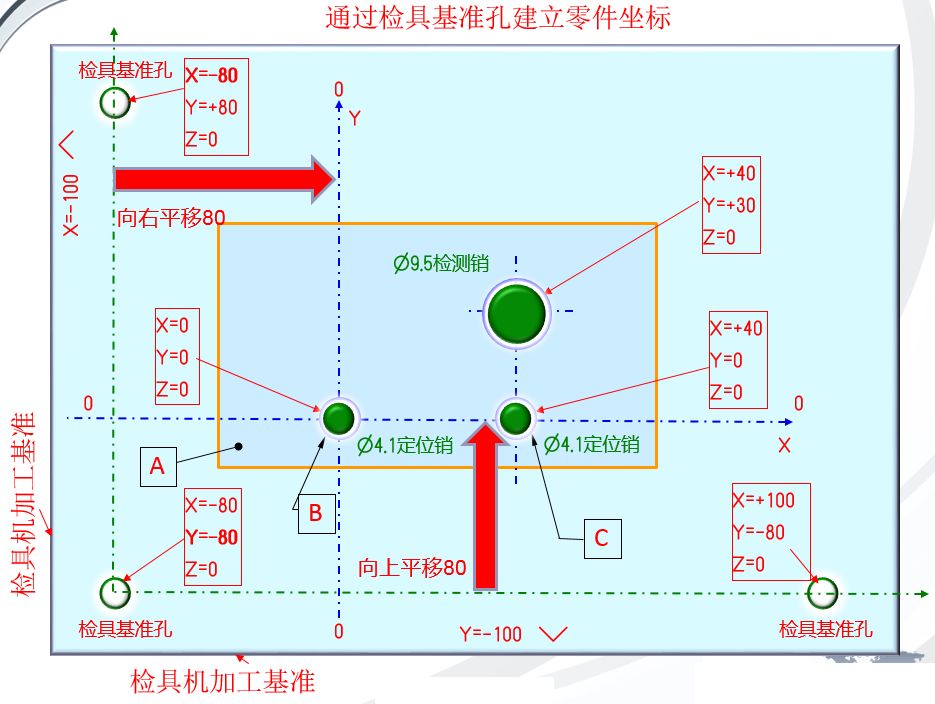
解释:
通过检具的基准孔首先建立检具的坐标系。
把检具的坐标系平移(平移的数值按基准孔圆心的标识XYZ值,其实也是基准孔相对零件坐标原点的距离,该距离体现在检具底座基准孔旁边的刻印的坐标值上),在本案例中,平移的距离上往上和右平移80。
归纳:
检具基准孔可用于建立零件坐标系,和直接测量零件的基准A/B/C获得的零件坐标是一致的,其精度由检具的精度保证。
学员问:既然通过零件的基准A/B/C(一面两孔)也可以建立零件实际坐标,为什么还需要用检具的基准孔?
徐老师答:柔性零件(塑胶件、钣金件…)一般要求零件装夹到检具(夹具)上定位并施加约束力测量,此时是无法直接测到零件的基准A/B/C(两个基准孔已经被定位销固定了),所以,您只能曲线救国!
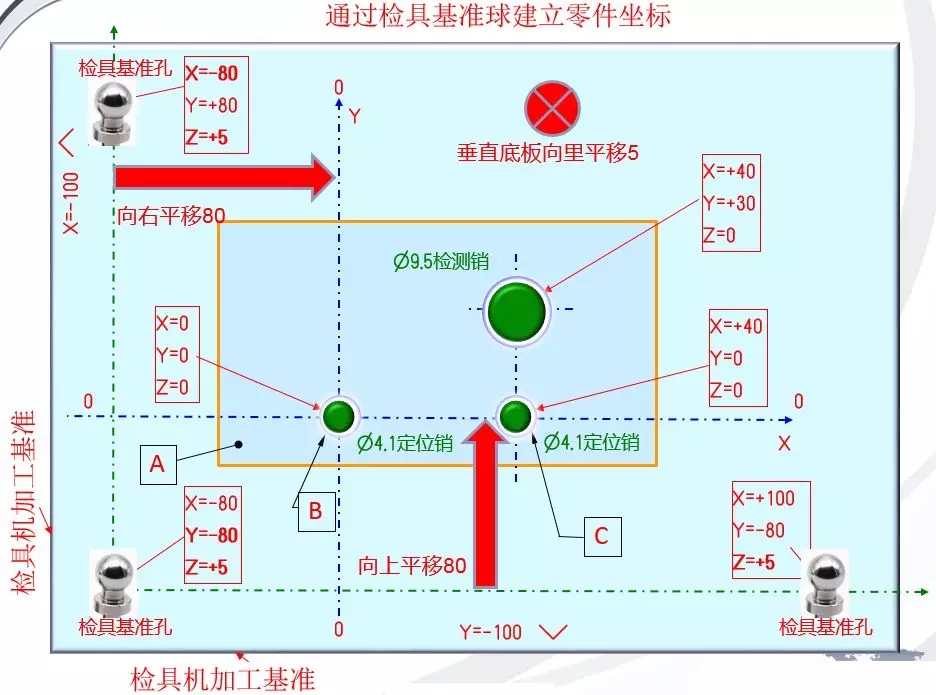
第五部分:基准球
基准球的诞生
没有基准球的检具就不叫有身份的检具
解释:
基准球的球心位置取决实际加工安装的球心位置(通过测量获得)。
可通过基准球(球心)首先建立检具的坐标XYZ,在移动到零件的坐标原点,移动数值取决于基准孔相对零件坐标原点的距离,该距离体现在检具底座基准孔旁边的刻印的坐标值上),在本案例中,XY方向平移的距离上往上和右平移80,Z方向往下平移5。
归纳:
基准球可以是三个,也可以多于三个,取决您的经济实力和零件的大小。
基准球不一定是检具的机加工基准,可以是检具本身的测量基准(检具也需要被测量),也可以作为零件测量的基准(这时候检具起到测量夹具的作用)。
可以通过检具基准球也可以建立间接零件坐标,和直接测量零件的基准A/B/C获得的零件坐标是一致的,其精度由检具的精度保证。
基准球只是基准孔的豪华版,但作用一样。
第六部分:车身坐标和基准球的关系
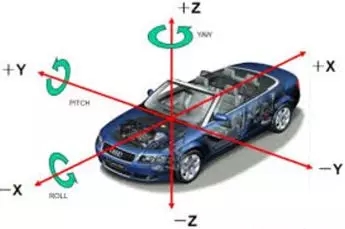
车身坐标(前驱动轴的中心作为整车坐标原点)
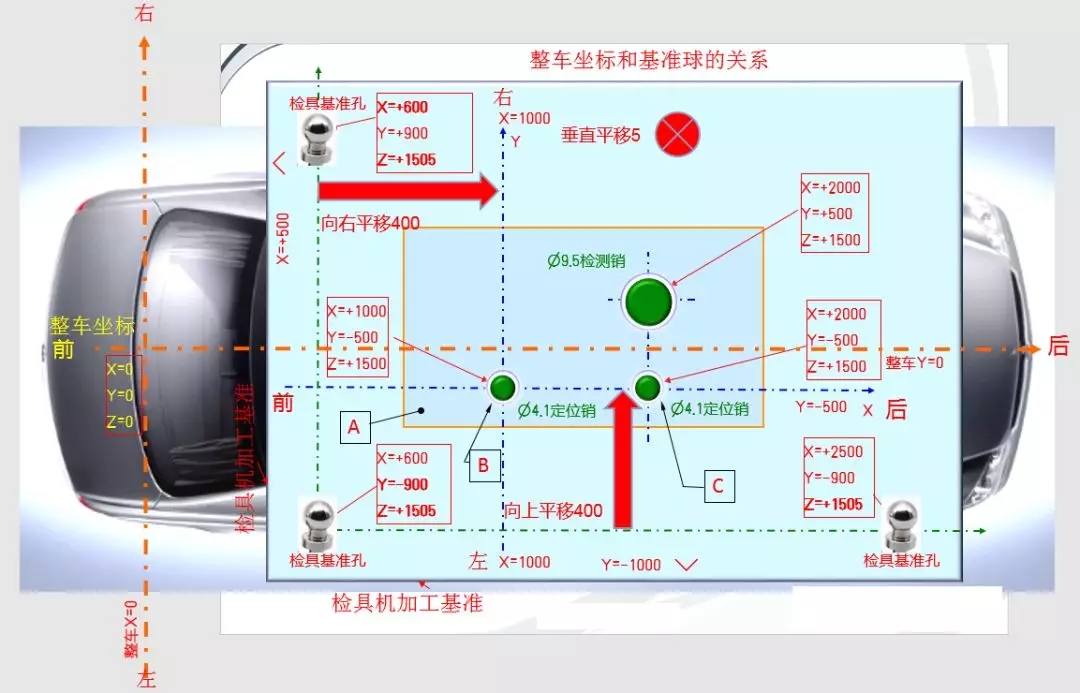
解释:
以上图纸表达了零件(最里面的长方形)放置在整车的位置
可通过基准求建立坐标并移动到整车坐标原点
底板必须和整车坐标的某个坐标面平行,换而言之,零件在检具上的放置位置必须和整车装配一致(或旋转90度)
归纳:
采用整车坐标的最大特点是:坐标原点在很远的地方,不在零件本身。
零件(车顶天窗)数模沿用整车坐标,天窗零件没有私自建坐标。
检具数模也是沿用整车坐标,检具没有私自建坐标。
基准球可以用于建立检具的坐标系并和整车坐标一致。
基准球可以用于建立零件的坐标系并和整车坐标一致。
检具底板上的基准球相对整车的坐标位置必须标识在检具上,否则基准球存在没有任何意义。
基准球需要有保护盖,这是对基准球最起码的尊重
第七部分:归纳
检具上的基准球(或基准孔)是检具的测量基准,也是零件的测量基准(此时检具被当做测量夹具使用),但未必是检具的加工基准。
通过测量检具的基准孔或基准球并按每个球各自标识的XYZ坐标移动(旋转加平移)从而建立实际零件的坐标系,其原点依然在整车坐标原点位置。
基准球让检具同时具备检具和测量夹具的功能。
基准球让检验员很便捷的建立实际零件的坐标并和整车坐标一致,从事实现了让零件和数模比较的测量,对柔性零件和不规则零件的测量意义重大。

冰衡咨询的观点:
不了解功能就不允许画图!
不经过尺寸链计算的图纸不允许发布!
只要控制了位置度和轮廓度,你就控制了一切。
彪悍的图纸不需要解释!
任何一个零件图纸都代表是合同或法律文件,存在未来潜在的法律风险,包括索赔和召回的风险,企业管理层应充分重视图纸的重要性。
看了不点赞,等于你没看;
看了不转发,等于耍流氓;
请关注冰衡咨询下一期有个性有观点的文章
图纸有问题,就找冰衡咨询!
info@kraig.com.cn
总有一群老法师,执着于最前沿的研发和质量领域,为中国制造业增强竞争力

他们是:
研发流程专家
CQI专家
质量专家
工业化设计和创新设计专家
他们是我的老师
评论列表
共有 0 条评论你可能还想找:

取消回复